竹青薄板层积材的加工工艺和相关参数
选取3―7年生毛竹,从根部端头以上1m处截取1.25m的毛竹段若干,在破蔑机上破蔑,破蔑竹片规格为12501Tl/n×16mln×9nun(长×宽×厚);在四面刨上加工成规格竹片(留竹青),规格为1250in/n×12YII1TI×5mm;送人热处理罐对青竹片进行蒸汽热处理,热处理工艺为:温度120℃,压力101kPa,时间120min;将经过蒸汽热处理的竹片送入干燥窑干燥,竹片含水率控制在8%以下;干燥后的竹青片涂刷泰尔地板胶,竹青面朝上组坯热压成型(加侧压);将成型后的竹青送入压刨(保留竹青部分),定厚加工成3ITlnl厚的竹青薄板。
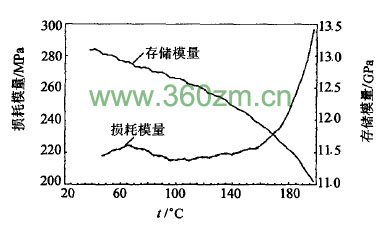
5年生毛竹竹青储存量和损耗模量随温度变化曲线
调制浸渍环氧混合树脂,配比为:618环氧树脂30%,SK3环氧树脂30%,2124酚醛树/1~40%;调匀后按GB/T14074.5―93的要求测环氧混和树脂的固含量,再根据实测的树脂固含量用丙酮稀释成40%固含量的树脂备用.将加工好的竹青薄板放入加压浸渍罐内并固定,加压压力为0.8MPa,时间60min,树脂的浸渍量约为10%;陈化1~2h左右,把竹青薄板放入烘箱低温(60℃)干燥,待竹青薄板表面胶粘剂不再粘手后取出,备用.将浸渍好环氧混合树脂的竹青薄板的要求组坯,组坯的压缩率为65%.热压前在热压机垫板的上、下两层还必须涂1000厘泊硅油脱模,以防止热压过程中可能产生的粘板而对热平板造成损坏.热压温度为120℃,压力为15MPa,热压时间为100min。